КАТАЛОГ
КАТАЛОГ ТРУБОПРОВОДНАЯ АРМАТУРА
ТРУБОПРОВОДНАЯ АРМАТУРАКлеевые трубы, фитинги, краны из ПВХ (холодная сварка)
- Категория: Пластиковые напорные трубопроводы
|
Различные соединения, полученные путем добавления соответствующих присадок и стабилизаторов, делают ПВХ самым гибким из полимерных материалов и позволяют адаптировать его к применению в широком диапазоне областей применения напорных трубопроводов. ПВХ – это одно из наиболее экономичных решений среди термопластических и металлических материалов для эффективного решения задач, возникающих в процессе транспортировки агрессивных промышленных сред, а также при распределении и очистке вод в целом. |
|
 |
 |
Холодная сварка – это система продольного соединения, которая применяется для соединения труб и фитингов из жесткого поливинилхлорида. Холодная сварка выполняется при помощи специальных связующих веществ/адгезивов, которые получают путем растворения полимера, поливинлхлорида, в специальной смеси растворителей: они размягчают стенки трубопроводов и фитингов и затем сваривают их, отдавая содержащийся в них материал. Холодная сварка позволяет получить постоянные соединения, характеристики которых по химической стойкости и механической прочности сравнимы с характеристиками свариваемых трубопроводов и фитингов. Очевидно, что связующие составы /адгезивы должны подбираться в зависимости от типа свариваемых термопластов, поскольку варьируется природа растворителей и содержащиеся в них присадки. Поэтому следует помнить, что все связующие составы, предназначенные для соединения термопластичных трубопроводов, необходимо применять для соединения труб, фитингов и арматуры из одного материала. Прежде чем приступить к операциям сварки, нужно оценить исправность и нормальное состояние используемых приспособлений и соединяемых деталей; в частности, проверить связующий состав на однородность, текучесть и срок службы.
1) Отрезать трубу перпендикулярно ее оси; для получения правильного прямого сечения рекомендуется пользоваться роликовыми труборезами для резки труб из термопластика.

2) Обработать конец трубы с фаской на наружной поверхности, чтобы обеспечить правильное введение трубы в фитинг, под углом 15°. Эта операция обязательна, поскольку отсутствие фаски может привести к соскабливанию и удалению связующего состава с поверхности фитинга, что нарушает эффективность соединения. Операция выполняется с помощью специальных приспособлений для снятия фаски.

3) Измерить глубину раструба фитинга до внутреннего упора и отметить на конце трубы соответствующее расстояние.
 |
 |
4) Пользуясь салфеткой/промокательной бумагой (чистой) или аппликатором, пропитанными праймером-очистителем, устранить все следы загрязнения и (или) смазки с наружной поверхности трубы по всей длине холодной сварки; повторить ту же операцию на внутренней поверхности раструба фитинга, до размягчения поверхностей. Перед нанесением связующего состава оставить поверхности на несколько минут для высыхания. Следует помнить, что праймер-очиститель не только очищает соединяемые поверхности, но и оказывает важное действие по размягчению и подготовке к нанесению связующего состава – операция, позволяющая добиться оптимального соединения.

5) Нанести связующий состав однородно в продольном направлении на оба соединяемых компонента (на наружную поверхность трубы и на внутреннюю поверхность соединения фитинга), пользуясь аппликатором или грубой кистью подходящего размера. В любом случае рекомендуется использовать аппликатор/кисть размером не менее половины диаметра трубы. Связующий состав необходимо нанести на всю длину соединяемых поверхностей (на трубе и фитинге):
- на всю длину холодной сварки трубы, ранее отмеченную на ее наружной поверхности

- на всю глубину раструба фитинга до внутреннего упора

6) Без промедления вставить трубу в фитинг на всю предусмотренную длину соединения, не поворачивая ее; только после введения можно слегка повернуть оба конца (не более 1/4 оборота между трубой и фитингом). Вращательное движение способствует более однородному распределению нанесенного слоя связующего состава.

7) Вставлять трубу в фитинг нужно быстро (рекомендуется выполнять эту операцию не более 20-25 секунд). В зависимости от диаметра трубы и, следовательно, от степени сложности операции, введение трубы в фитинг может выполняться:
- вручную одним человеком, до наружных диаметров < 90 мм
- вручную двумя людьми, для наружных диаметров от d 90 мм до d < 160 мм
- с помощью механических толкателей труб, для наружных диаметров > 160 мм.
8) Сразу после введения трубы в фитинг (до упора) необходимо на несколько секунд приложить давление к деталям, затем без промедления убрать крепированной бумагой или чистой салфеткой избыток связующего состава с наружной поверхности и по возможности с внутренних поверхностей.

9) Высыхание связующего состава: необходимо оставить соединенные компоненты для естественной сушки связующего состава, контролируя отсутствие аномальных нагрузок. Время сушки зависит от нагрузок, которые будут прикладываться к
соединению. В частности, необходимо выдерживать следующие минимальные интервалы времени в зависимости от температуры среды:
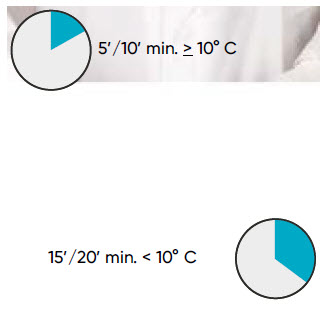
• до перемещения соединения:
- от 5 до 10 минут для т-ры среды > 10°C
- от 15 до 20 минут для т-ры среды < 10°C
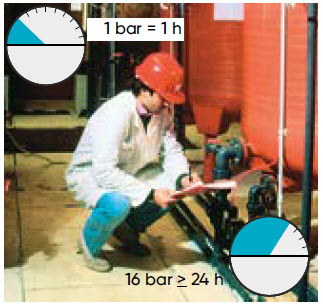
• для ремонтных соединений, не подвергающихся испытанию под давлением, для всех размеров и любого давления:
- 1 час для каждой атмосферы прилагаемого давления
• для соединения труб и фитингов до PN 16 любого диаметра, подвергающегося испытаниям под давлением:
- не менее 24 часов
Указанное время сушки определено для температуры среды (примерно 25°C). Для специальных климатических условий (влажность, температура и т.д.) рекомендуется обратиться в отдел техобслуживания и (или) на предприятия, производящие связующие составы, за более подробной информацией.
 |
 |
Расчетный расход связующего состава:
| Диаметр трубы / Фитинга |
Число соединений на 1 кг | |
| d (мм) | d (дюйм) | |
| 16 | 3/8" | 550 |
| 20 | 1/2" | 500 |
| 25 | 3/4" | 450 |
| 32 | 1" | 400 |
| 40 | 1 1/4" | 300 |
| 50 | 1 1/2" | 200 |
| 63 | 2" | 140 |
| 75 | 2 1/2" | 90 |
| 90 | 3" | 60 |
| 110 | 4" | 40 |
| 125 | - | 30 |
| 140 | 5" | 25 |
| 160 | 6" | 15 |
| 180 | - | 12 |
| 200 | - | 10 |
| 225 | - | 6 |
| 250 | - | 4 |
| 280 | 10" | 2 |
| 315 | 12" | 2 |
Компания Сибирь-Промкомплект предлагает к поставкам следующие клеевые трубы и фитинги из ПВХ:
- Информация о материале
- Родительская категория: Пластиковые напорные трубопроводы
- Категория: Клеевые ПВХ системы


|